
Page 851 - WS Befestigungstechnik
P. 851
Pi Gewindeeinsätze aus Draht zur Übersicht
Produktinformationen:
1. Normen
Für „Gewindeeinsätze aus Draht für Metrisches ISO-Gewinde“ gelten die Normen
– DIN 8140-1 Maße, Technische Lieferbedingungen
– DIN 8140-2 Aufnahmegewinde für Gewindeeinsätze, Gewindetoleranzen
– DIN 8140-3 Lehren und Lehrenmaße
Diese Normen gelten für ISO-metrisches Regel- und Fein gewinde.
Daten für weitere lieferbare Gewindeausführungen (BSW/BSF, UNC/UNJC/UNF/UNJF, GAZ, BSP) stehen auf Anforderung zur Verfügung.
2. Anwendungsbereiche/Werkstoffe/Eigenschaften
– Anwendung im Ersteinsatz: für hochbelastbare und dauer hafte Innengewinde in Teilen aus metallischen
und nicht metallischen Werkstoffen
– Anwendung bei Reparaturen/Nacharbeiten: als Ersatz für unbrauchbar gewordene (= beschädigte/abgenutzte) Gewinde.
Die besonderen Eigenschaften von Gewindeeinsätzen aus Draht sind
– Verminderung der Neigung zur Kaltverschweißung bei Schraubenverbindungen,
– weitgehend gleichbleibender Reibwert,
– gute Temperatur- und Korrosionsbeständigkeit,
– bei Form B „klemmend“ (Å 4.) zusätzliches Entgegenwirken gegen selbstständiges Lösen der Schraubenverbindung
durch erhöhten Reibungsschluss im Gewinde.
Über die lagerhaltige Standard-Materialausführung „Edelstahl 18.8 (A 2)“ hinaus sind Gewindeeinsätze aus Draht aus
Sonderwerkstoffen für spezielle Einsatzanforderungen lieferbar Å Tabelle 1.
Tabelle 1: Werkstoffe für die verschiedenen Anwendungsbereiche
Material Höchsttemperatur Optionen für die Anwendungen
Oberflächenbeschichtung
Standardmaterial 425 °C Trockenschmierung Alle üblichen Anwendungen
Edelstahl 18.8 (A 2) (kurzfristig) Kadmierung für alle Materialien
315 °C Versilberung
AISI 304 (1.4301) (längere Zeit) Verzinkung Sonderanwendung –
AlSI 302 (1.4310) Verzinnung beständig gegen Säuren, Rost,
hohe Temperaturen, unmagnetisch
Spezieller Edelstahl Bis zu 400 °C
AlSI 304L, 316, 316L, 316Ti, 321 über längere Zeit
Phosphorbronze 300 °C (kurzfristig) Kadmierung Kupferteile – Beständigkeit gegen
250 °C (längere Zeit) bestimmte elektrolytische Vorgänge
Inconel x 750 750 °C Versilberung Wärmekraftwerke
Nc 15 Fe Nba (kurzfristig) Raumfahrt
Luftfahrt
Nimonic 90 538 °C Turboverdichter
Nc 20 C 18 Ti (längere Zeit)
3. Herstellung
Die Gewindeeinsätze werden aus einem Draht mit rhomben förmigem Querschnitt hergestellt. Sie haben nach dem Wick lungsprozess
zwei Gewindeprofile – außen für das Einbringen in das nach DIN 8140-2 vorbereitete Aufnahmegewinde im Werkstück – innen (nach
dem Einsetzen) für die Aufnahme eines Schraubengewindes.
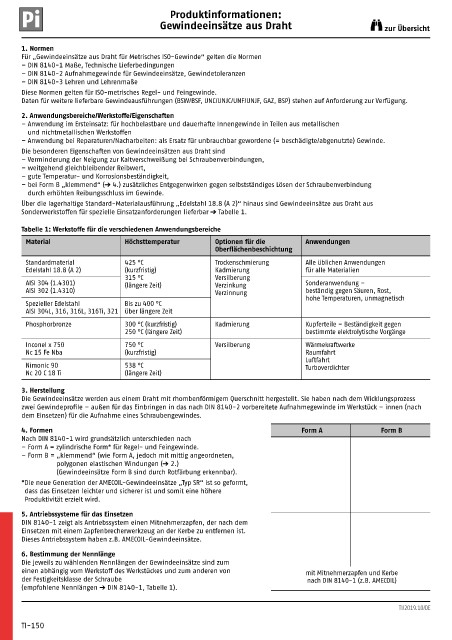
4. Formen Form A Form B
Nach DIN 8140-1 wird grundsätzlich unterschieden nach
– Form A = zylindrische Form* für Regel- und Fein gewinde.
– Form B = „klemmend“ (wie Form A, jedoch mit mittig angeordneten,
polygonen elastischen Windungen (Å 2.)
(Gewindeeinsätze Form B sind durch Rotfärbung erkennbar).
* Die neue Generation der AMECOIL-Gewindeeinsätze „Typ SR“ ist so geformt,
dass das Einsetzen leichter und sicherer ist und somit eine höhere
Produktivität erzielt wird.
5. Antriebssysteme für das Einsetzen
DIN 8140-1 zeigt als Antriebssystem einen Mitnehmerzapfen, der nach dem
Einsetzen mit einem Zapfenbrecherwerkzeug an der Kerbe zu entfernen ist.
Dieses Antriebssystem haben z.B. AMECOIL-Gewindeeinsätze.
6. Bestimmung der Nennlänge
Die jeweils zu wählenden Nennlängen der Gewindeeinsätze sind zum
einen abhängig vom Werkstoff des Werkstückes und zum anderen von mit Mitnehmerzapfen und Kerbe
der Festigkeitsklasse der Schraube nach DIN 8140-1 (z.B. AMECOIL)
(empfohlene Nennlängen Å DIN 8140-1, Tabelle 1).
TI/2019.10/DE
TI-150