
Page 930 - WS Befestigungstechnik
P. 930
Korrosionsschutz:
zur Übersicht Galvanische Überzüge
Anforderungen an Lehrenhaltigkeit und Montierbarkeit von Tabelle 13: Maximales Aufschraubmoment für die Lehrung von
Verbindungselementen nach ISO 4042 beschichteten metrischem Gewinde nach ISO 4042
Die Gewindetoleranzen gelten vor dem Aufbringen der galvanischen Max. Aufschraub- Max. Aufschraub-
Überzüge – mit Überzug darf die Nullinie beim Bolzengewinde Gewinde moment [Nm] Gewinde moment [Nm]
(Toleranzlage h) nicht überschritten bzw. beim Mutterngewinde M 3 0,03 M 18 5,8
(Toleranzlage H) nicht unterschritten werden. Das Bolzengewinde mit M 4 0,06 M 20 8,0
Überzug kann also zwischen dem oberen Abmaß des Toleranzfeldes M 5 0,13 M 22 11,0
und der Nullinie liegen. Die Gewinde müssen über den gesamten
Gewindebereich lehrbar sein. Abweichend davon können die M 6 0,22 M 24 14,0
Gewinde durch Transport- und Schüttvorgänge im Lieferzustand M 8 0,51 M 27 20,0
Beschädigungen haben. Die maximalen Aufschraubmomente einer M 10 1,0 M 30 27,0
3
Gewindelehre dürfen in diesem Fall den Wert von 0,001d in Nm M 12 1,7 M 33 36,0
nicht überschreiten (Tabelle 13). Alternativ kann zwischen Besteller M 14 2,7 M 36 47,0
und Lieferant eine Prüfung auf Montierbarkeit mit einer geeigneten M 16 4,1 M 39 59,0
Mutter bzw. Schraube vereinbart werden.
Im Interesse der Schraubbarkeit ist die Schichtdicke für Gewindeteile Tabelle 14: Maximale Schichtdicken für Außengewinde mit der
mit dem üblichen Toleranzspiel 6g/6H logischerweise begrenzt. Gewindetoleranzlange g
Die nach ISO 4042 möglichen und nach Erfahrung empfohlenen Max. Schichtdicke [µm]
Grenzwerte zeigt Tabelle 14. Dickere Überzüge erfordern Gew. Ø M Steigung nach ISO 4042 a Praxiswerte b
andere Toleranzlagen mit größerem Abmaß nach DIN 13-14 Schraubenlänge Schraubenlänge
(Sonderanfertigung). < 5d 5d - 10d 10d - 15d < 5d 5d - 15d
1 - 2 0,2 - 0,4 3 3 3 - -
2,5 - 7 0,45 - 1 5 3 3 3 3
Prüfung der Schichtdicke von galvanischen Überzügen auf
Verbindungselementen 8 1,25 5 5 3 5 3
Zur Ermittlung der Schichtdicke können verschiedene 10 - 16 1,5 - 2 8 5 5 5 3
Prüfverfahren zum Einsatz kommen (Röntgenverfahren nach ISO 18 - 22 2,5 10 8 5 8 5
3497, Coulometrisches Verfahren nach ISO 2177, mikroskopisches 24 - 27 3 12 8 8 8 5
Verfahren nach ISO 1463, Magnetverfahren nach ISO 1463 oder 30 - 33 3,5 12 10 8 8 8
Wirbelstromverfahren nach ISO 21968). Im Schiedsfall ist das 36 - 52 4 - 5 15 12 10 10 8
mikroskopische Verfahren zu verwenden. 56 - 60 5,5 15 15 12 12 10
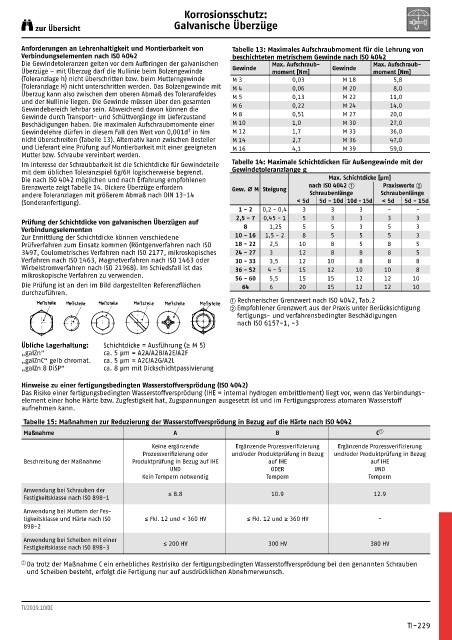
Die Prüfung ist an den im Bild dargestellten Referenzflächen 64 6 20 15 12 12 10
durchzuführen.
a Rechnerischer Grenzwert nach ISO 4042, Tab.2
b Empfohlener Grenzwert aus der Praxis unter Berücksichtigung
fertigungs- und verfahrensbedingter Beschädigungen
nach ISO 6157-1, -3
Übliche Lagerhaltung: Schichtdicke = Ausführung (≥ M 5)
„galZn“ ca. 5 µm = A2A/A2B/A2E/A2F
„galZnC“ gelb chromat. ca. 5 µm = A2C/A2G/A2L
„galZn 8 DiSP“ ca. 8 µm mit Dickschichtpassivierung
Hinweise zu einer fertigungsbedingten Wasserstoffversprödung (ISO 4042)
Das Risiko einer fertigungsbedingten Wasserstoffversprödung (IHE = internal hydrogen embrittlement) liegt vor, wenn das Verbindungs-
element einer hohe Härte bzw. Zugfestigkeit hat, Zugspannungen ausgesetzt ist und im Fertigungsprozess atomaren Wasserstoff
aufnehmen kann.
Tabelle 15: Maßnahmen zur Reduzierung der Wasserstoffversprödung in Bezug auf die Härte nach ISO 4042
Maßnahme A B C a
Keine ergänzende Ergänzende Prozessverifizierung Ergänzende Prozessverifizierung
Prozessverifizierung oder und/oder Produktprüfung in Bezug und/oder Produktprüfung in Bezug
Beschreibung der Maßnahme Produktprüfung in Bezug auf IHE auf IHE auf IHE
UND ODER UND
Kein Tempern notwendig Tempern Tempern
Anwendung bei Schrauben der ≤ 8.8 10.9 12.9
Festigkeitsklasse nach ISO 898-1
Anwendung bei Muttern der Fes-
tigkeitsklasse und Härte nach ISO ≤ Fkl. 12 und < 360 HV ≤ Fkl. 12 und ≥ 360 HV -
898-2
Anwendung bei Scheiben mit einer ≤ 200 HV 300 HV 380 HV
Festigkeitsklasse nach ISO 898-3
a Da trotz der Maßnahme C ein erhebliches Restrisiko der fertigungsbedingten Wasserstoffversprödung bei den genannten Schrauben
und Scheiben besteht, erfolgt die Fertigung nur auf ausdrücklichen Abnehmerwunsch.
TI/2019.10/DE
TI-229