
Page 943 - WS Befestigungstechnik
P. 943
Montage von Schraubverbindungen
zur Übersicht
Allgemeines und Anziehverfahren
Grundsätzliche Hinweise
Funktionserfüllung und Dauerhaltbarkeit von Schraubenverbindungen werden hauptsächlich bestimmt durch die Faktoren:
• mechanische Eigenschaften • Dimensionierung (Durchmesser, Länge)
(Zugfestigkeit, Streckgrenze, Dehnung) • ggf. Sicherung gegen Lockern oder Losdrehen
• Betriebsbedingungen (statisch/dynamisch...) • Montage (Anziehverfahren, Vorspann-/Klemmkräfte, Anzieh-
• Beanspruchungen (Temperatur, Korrosion) moment...)
Es ist Aufgabe der konstruktiven Planung, in Kenntnis aller Anforderungen die geeigneten Verbindungselemente zu bestimmen, mit den
genormten Bezeichnungen zu definieren und die notwendigen Montageanweisungen vorzugeben.
Für die „Systematische Berechnung hochbeanspruchter Schraubenverbindungen“ steht als anerkanntes Standardwerk die VDI-Richt linie
2230 zur Verfügung.
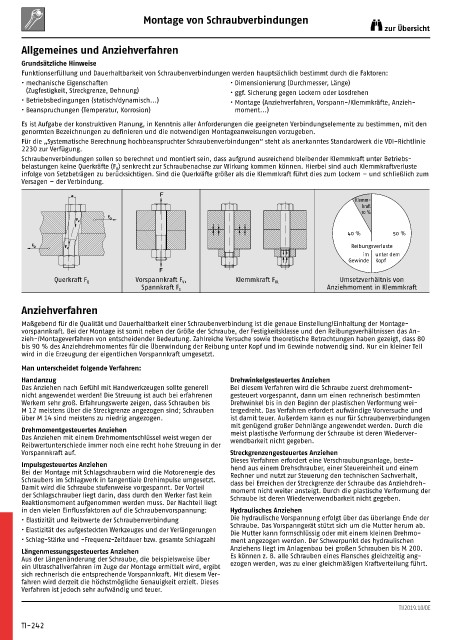
Schraubenverbindungen sollen so berechnet und montiert sein, dass aufgrund ausreichend bleibender Klemmkraft unter Betriebs-
belastungen keine Querkräfte (F Q ) senkrecht zur Schraubenachse zur Wirkung kommen können. Hierbei sind auch Klemmkraftverluste
infolge von Setzbeträgen zu berücksichtigen. Sind die Querkräfte größer als die Klemmkraft führt dies zum Lockern – und schließlich zum
Versagen – der Verbindung.
Klemm-
kraft
10 %
40 % 50 %
Reibungsverluste
im unter dem
Gewinde Kopf
Vorspannkraft F V , Umsetzverhältnis von
Querkraft F Q Klemmkraft F KL
Anziehmoment in Klemmkraft
Spannkraft F S
Anziehverfahren
Maßgebend für die Qualität und Dauerhaltbarkeit einer Schraubenverbindung ist die genaue Einstellung/Einhaltung der Montage-
vorspannkraft. Bei der Montage ist somit neben der Größe der Schraube, der Festigkeitsklasse und den Reibungsverhältnissen das An-
zieh-/Montageverfahren von entscheidender Bedeutung. Zahlreiche Versuche sowie theoretische Betrachtungen haben gezeigt, dass 80
bis 90 % des Anziehdrehmomentes für die Überwindung der Reibung unter Kopf und im Gewinde notwendig sind. Nur ein kleiner Teil
wird in die Erzeugung der eigentlichen Vorspannkraft umgesetzt.
Man unterscheidet folgende Verfahren:
Handanzug Drehwinkelgesteuertes Anziehen
Das Anziehen nach Gefühl mit Handwerkzeugen sollte generell Bei diesem Verfahren wird die Schraube zuerst drehmoment-
nicht angewendet werden! Die Streuung ist auch bei erfahrenen gesteuert vorgespannt, dann um einen rechnerisch bestimmten
Werkern sehr groß. Erfahrungswerte zeigen, dass Schrauben bis Drehwinkel bis in den Beginn der plastischen Verformung wei-
M 12 meistens über die Streckgrenze angezogen sind; Schrauben tergedreht. Das Verfahren erfordert aufwändige Vorversuche und
über M 14 sind meistens zu niedrig angezogen. ist damit teuer. Außerdem kann es nur für Schraubenverbindungen
mit genügend großer Dehnlänge angewendet werden. Durch die
Drehmomentgesteuertes Anziehen meist plastische Verformung der Schraube ist deren Wiederver-
Das Anziehen mit einem Drehmomentschlüssel weist wegen der wendbarkeit nicht gegeben.
Reibwertunterschiede immer noch eine recht hohe Streuung in der
Vorspannkraft auf. Streckgrenzengesteuertes Anziehen
Dieses Verfahren erfordert eine Verschraubungsanlage, beste-
Impulsgesteuertes Anziehen hend aus einem Drehschrauber, einer Steuereinheit und einem
Bei der Montage mit Schlagschraubern wird die Motorenergie des Rechner und nutzt zur Steuerung den technischen Sachverhalt,
Schraubers im Schlagwerk in tangentiale Drehimpulse umgesetzt. dass bei Erreichen der Streckgrenze der Schraube das Anziehdreh-
Damit wird die Schraube stufenweise vorgespannt. Der Vorteil moment nicht weiter ansteigt. Durch die plastische Verformung der
der Schlagschrauber liegt darin, dass durch den Werker fast kein Schraube ist deren Wiederverwendbarkeit nicht gegeben.
Reaktionsmoment aufgenommen werden muss. Der Nachteil liegt
in den vielen Einflussfaktoren auf die Schraubenvorspannung: Hydraulisches Anziehen
• Elastizität und Reibwerte der Schraubenverbindung Die hydraulische Vorspannung erfolgt über das überlange Ende der
• Elastizität des aufgesteckten Werkzeuges und der Verlängerungen Schraube. Das Vorspanngerät stützt sich um die Mutter herum ab.
Die Mutter kann formschlüssig oder mit einem kleinen Drehmo-
• Schlag-Stärke und -Frequenz-Zeitdauer bzw. gesamte Schlagzahl ment angezogen werden. Der Schwerpunkt des hydrau lischen
Längenmessungsgesteuertes Anziehen Anziehens liegt im Anlagenbau bei großen Schrauben bis M 200.
Aus der Längenänderung der Schraube, die beispielsweise über Es können z. B. alle Schrauben eines Flansches gleichzeitig ang-
ein Ultraschallverfahren im Zuge der Montage ermittelt wird, ergibt ezogen werden, was zu einer gleichmäßigen Kraftverteilung führt.
sich rechnerisch die entsprechende Vorspannkraft. Mit diesem Ver-
fahren wird derzeit die höchstmögliche Genauigkeit erzielt. Dieses
Verfahren ist jedoch sehr aufwändig und teuer.
TI/2019.10/DE
TI-242