
Page 944 - WS Befestigungstechnik
P. 944
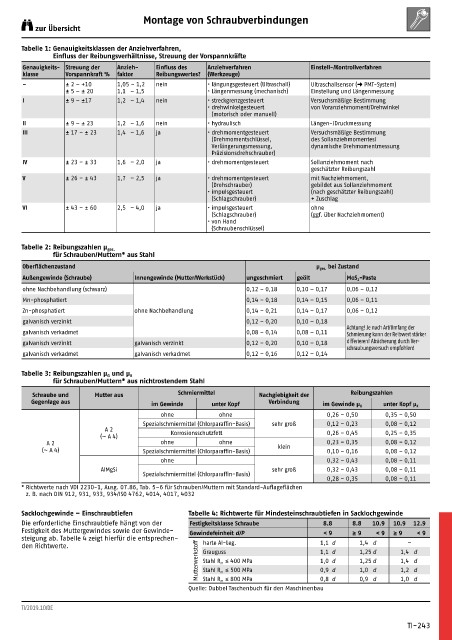
Montage von Schraubverbindungen
zur Übersicht
Tabelle 1: Genauigkeitsklassen der Anziehverfahren,
Einfluss der Reibungsverhältnisse, Streuung der Vorspannkräfte
Genauigkeits- Streuung der Anzieh- Einfluss des Anziehverfahren Einstell-/Kontrollverfahren
klasse Vorspannkraft % faktor Reibungswertes? (Werkzeuge)
– ± 2 – +10 1,05 – 1,2 nein • längungsgesteuert (Ultraschall) Ultraschallsensor (➜ PMT-System)
± 5 – ± 20 1,1 – 1,5 • Längenmessung (mechanisch) Einstellung und Längenmessung
I ± 9 – ±17 1,2 – 1,4 nein • streckgrenzgesteuert Versuchsmäßige Bestimmung
• drehwinkelgesteuert von Voranziehmoment/Drehwinkel
(motorisch oder manuell)
II ± 9 – ± 23 1,2 – 1,6 nein • hydraulisch Längen-/Druckmessung
III ± 17 – ± 23 1,4 – 1,6 ja • drehmomentgesteuert Versuchsmäßige Bestimmung
(Drehmomentschlüssel, des Sollanziehmomentes/
Verlängerungsmessung, dynamische Drehmomentmessung
Präzisionsdrehschrauber)
IV ± 23 – ± 33 1,6 – 2,0 ja • drehmomentgesteuert Sollanziehmoment nach
geschätzter Reibungszahl
V ± 26 – ± 43 1,7 – 2,5 ja • drehmomentgesteuert mit Nachziehmoment,
(Drehschrauber) gebildet aus Sollanziehmoment
• impulsgesteuert (nach geschätzter Reibungszahl)
(Schlagschrauber) + Zuschlag
VI ± 43 – ± 60 2,5 – 4,0 ja • impulsgesteuert ohne
(Schlagschrauber) (ggf. über Nachziehmoment)
• von Hand
(Schraubenschlüssel)
Tabelle 2: Reibungszahlen µ ges.
für Schrauben/Muttern* aus Stahl
Oberflächenzustand µ ges. bei Zustand
Außengewinde (Schraube) Innengewinde (Mutter/Werkstück) ungeschmiert geölt MoS 2 -Paste
ohne Nachbehandlung (schwarz) 0,12 – 0,18 0,10 – 0,17 0,06 – 0,12
Mn-phosphatiert 0,14 – 0,18 0,14 – 0,15 0,06 – 0,11
Zn-phosphatiert ohne Nachbehandlung 0,14 – 0,21 0,14 – 0,17 0,06 – 0,12
galvanisch verzinkt 0,12 – 0,20 0,10 – 0,18
Achtung! Je nach Art/Umfang der
galvanisch verkadmet 0,08 – 0,14 0,08 – 0,11 Schmierung kann der Reibwert stärker
galvanisch verzinkt galvanisch verzinkt 0,12 – 0,20 0,10 – 0,18 differieren! Absicherung durch Ver-
schraubungsversuch empfohlen!
galvanisch verkadmet galvanisch verkadmet 0,12 – 0,16 0,12 – 0,14
Tabelle 3: Reibungszahlen µ G und µ K
für Schrauben/Muttern* aus nichtrostendem Stahl
Schraube und Mutter aus Schmiermittel Nachgiebigkeit der Reibungszahlen
Gegenlage aus im Gewinde unter Kopf Verbindung im Gewinde µ G unter Kopf µ K
ohne ohne 0,26 – 0,50 0,35 – 0,50
Spezialschmiermittel (Chlorparaffin-Basis) sehr groß 0,12 – 0,23 0,08 – 0,12
A 2 Korrosionsschutzfett 0,26 – 0,45 0,25 – 0,35
(~ A 4)
A 2 ohne ohne klein 0,23 – 0,35 0,08 – 0,12
(~ A 4) Spezialschmiermittel (Chlorparaffin-Basis) 0,10 – 0,16 0,08 – 0,12
ohne 0,32 – 0,43 0,08 – 0,11
AlMgSi sehr groß 0,32 – 0,43 0,08 – 0,11
Spezialschmiermittel (Chlorparaffin-Basis)
0,28 – 0,35 0,08 – 0,11
* Richtwerte nach VDI 2230-1, Ausg. 07.86, Tab. 5–6 für Schrauben/Muttern mit Standard-Auflageflächen
z. B. nach DIN 912, 931, 933, 934/ISO 4762, 4014, 4017, 4032
Sacklochgewinde – Einschraubtiefen Tabelle 4: Richtwerte für Mindesteinschraubtiefen in Sacklochgewinde
Die erforderliche Einschraubtiefe hängt von der Festigkeitsklasse Schraube 8.8 8.8 10.9 10.9 12.9
Festigkeit des Muttergewindes sowie der Gewinde- Gewindefeinheit d/P < 9 ≥ 9 < 9 ≥ 9 < 9
steigung ab. Tabelle 4 zeigt hierfür die entsprechen-
Mutterwerkstoff Stahl R m ≤ 400 MPa 1,0 d 1,25 d 1,4 d
den Richtwerte. harte Al-Leg. 1,1 d 1,4 d 1,4 – d
Grauguss
d
1,25
d
1,1
1,2
d
d
1,0
0,9
Stahl R m ≤ 500 MPa
d
Stahl R m ≤ 800 MPa
Quelle: Dubbel Taschenbuch für den Maschinenbau 0,8 d 0,9 d 1,0 d
TI/2019.10/DE
TI-243